





 扫一扫
扫一扫




新策钢管有限公司还拥有一支经验丰富的 黄山液压油缸管厂家、队伍,可以为您生产、承做质量合格的 黄山液压油缸管厂家、,我司以过去成功的经验和不断进步的 黄山液压油缸管厂家、技术,以保障产品的成功应用,用较小的代价获得理想的效果。我司在行业内拥有多年经验,通过持续稳定的技术和完善的服务,在多个行业得到了客户的对 黄山液压油缸管厂家、效果以及贴心服务的一致好评。我司坚持使其去适应客户及终端用户不断变化的求,并不断拓宽关键词]应用范围。


该产品经稍加珩磨后,可直接用作液压、气动缸缸体管。而传统的液压、气动缸缸体管的生产工艺,是用热轧无缝钢管,采用镗孔──滚压联合的切削工艺,生产过程中,大量金属被切成切屑浪费了,同时还消耗大量电能。随着我国工业技术的发展,液压缸技术得到广泛的应用,据不完全统计,全国每年需要各种规格的液压缸体约380万米,沿用老的工艺技术生产液压缸体,已很难适应生产发展的需要。
绗磨与内圆磨不同之处
绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.
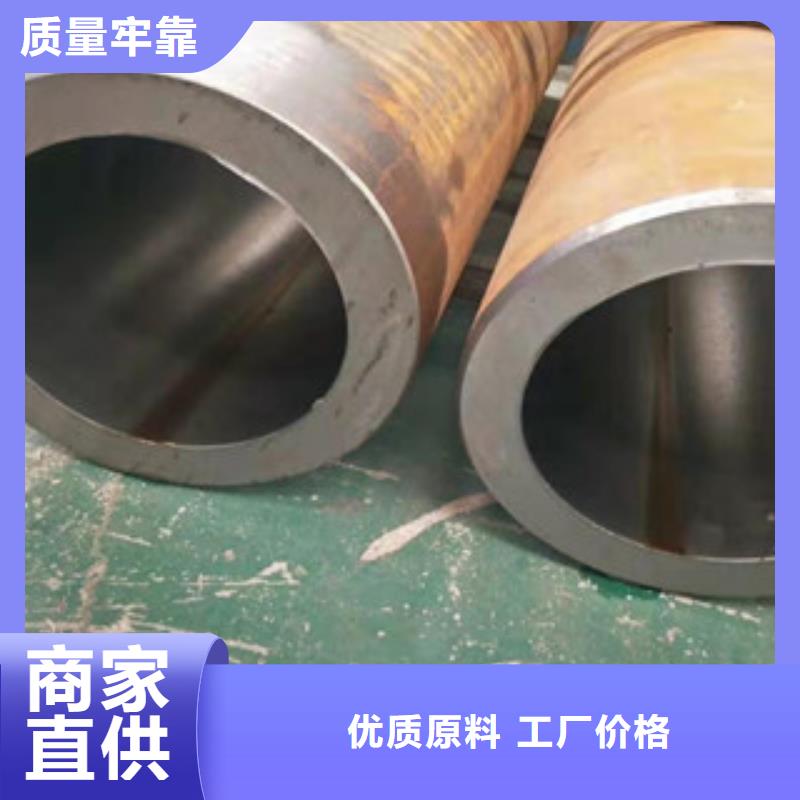
绗磨出来的管材主要应用于液压油缸、气缸等叉车油缸管上。
山东顺泽镗光无缝钢管(珩磨管)工艺产品说明
镗光无缝钢管(珩磨管)工艺产品说明:
提供镗光无缝钢管: JIS STKM13C/ DIN ST52/ ASTM A106/ SAE1020与焊接管DIN ST52.3. 镗光无缝钢管在相同及适当的压力运用下,可承受比焊接管更大的压力,不易有裂开之情况。焊接管真圆度优于无缝管。机械构造用碳素钢管内径经镗磨后,尺寸精密、表面光滑。其贮油性能佳,使运转更为顺畅,无停顿情形,延长使用期限。镗光无缝钢管适用于油压缸、气压缸、叉车、起重机、堆高机、建筑机械、冲床等各式省力自动化机械工程。




技术支持:cnwbgg.com