为了让您更全面地了解我们的泰安45号绗磨管-【304不锈钢管生产厂家】服务至上,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:泰安45号绗磨管-【304不锈钢管生产厂家】服务至上的图文介绍


山东顺泽金属制品公司主要销售钢种:(42crmo-35crmo-30crmo-20crmo-42crmoA-35crmoA-40cr)冷拔无缝钢管,冷拔钢管,精密钢管,深加工钢管,耐磨钢管,耐酸钢管,油缸钢管,滚压管,镗孔钢管,珩磨钢管,研磨钢管,绗磨钢管,流体钢管,低中压锅炉管。
42crmo合金绗磨钢管分为结构用无缝管及高压耐热合金管。主要区别于合金管的生产标准及其工业,对合金管进行退火调质改变它的机械性能。达到所需要的加工条件。其性能比一般的无缝钢管多变利用值较高,42crmo合金绗磨管化学成分中含Cr比较多,耐高温、耐低温、耐腐蚀的性能。普碳无缝管中不含合金成分或者合金成分很少,合金管在石油、航天、化工、电力、锅炉、军工等行业的用途比较广泛的原因因为合金管的机械性能多变化好调整。:



新策钢管有限公司坐落于我省经济实力和发展活力的腹地—泰安,得天独厚的地理优势,市场优势的地位,促使泰安工业强势发展;应 液压油缸管厂家、发展趋势,我公司本着“用户至上,勇于创新”的企业方针,发扬求真务实的开拓精神,不断引进国内外先进的 液压油缸管厂家、技术, 液压油缸管厂家、产品性能已逐步同国际市场接轨,成功案例遍布全国20个省份。


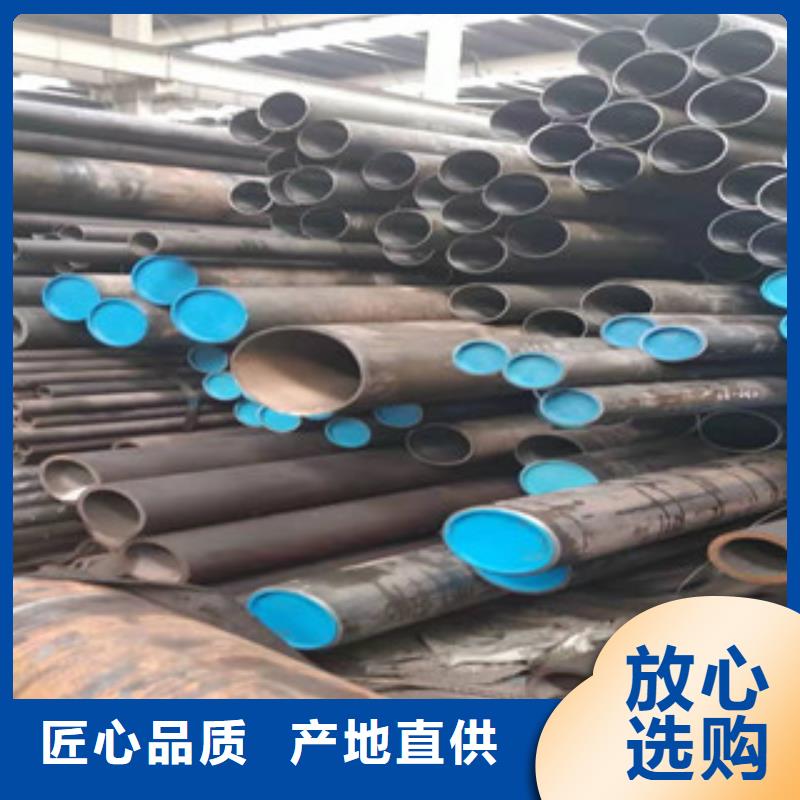
山东顺泽金属制品有限公司生产20号绗磨管,45号绗磨管,27simn绗磨无缝钢管偏强调整。受上周市场大跌影响,钢坯资源偏紧贸易商多挺价出货,周末坯料厂家锁价并未跟跌市场。因此成品面底部渐有支撑,本周带钢市场偏强,加之周二晚特朗普推迟加关税消息爆出,期螺大涨提振现货,市场连续两日保持上涨,但周中高位需求难济,市价回归整理趋势。目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。规格为40-300*2-40MM,长度为2-12M的各种类型油缸管,年产销售能力3万吨。公司设备先进,生产工艺优化,检测手段完善。
绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式绗磨机2台,卧式绗磨机2台。



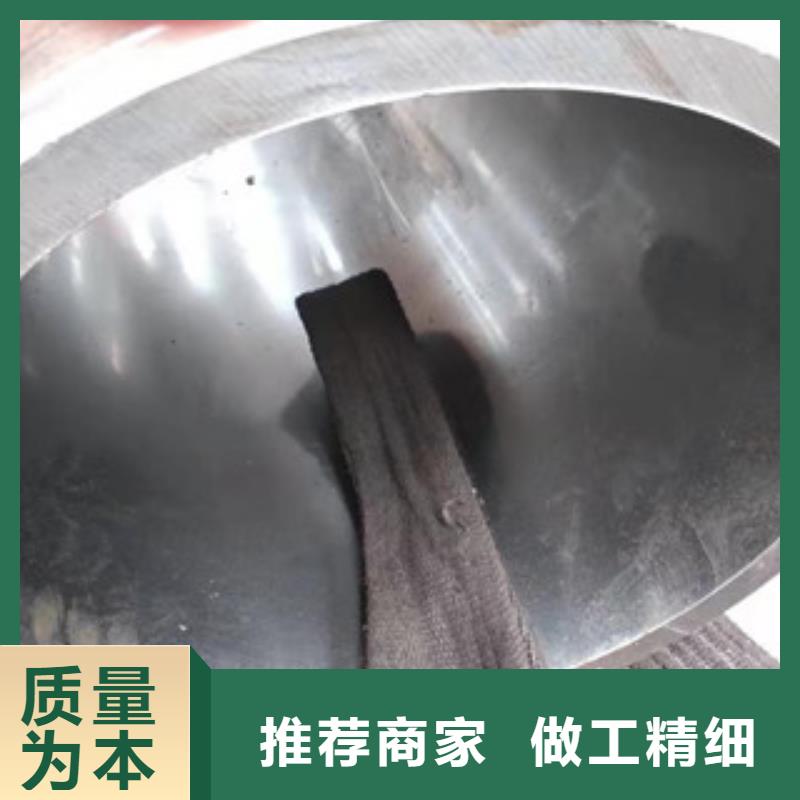
一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
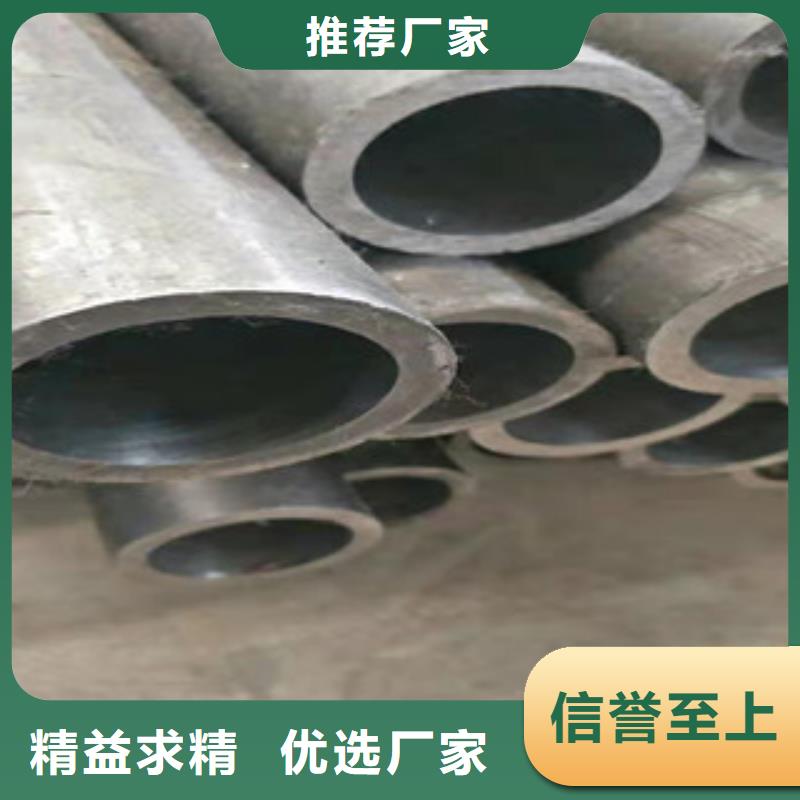
大口径厚壁绗磨管



油缸管
性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。




 扫一扫
扫一扫